وظایف ماشین های تزریق:
- آماده سازی مواد قابل استفاده و فشارهای مورد نیاز مرحله تزریق
- پر کردن محفظه قالب ماشین تزریق با مواد و هدایت حرکات باز کردن قالب، بیرون انداختن قطعه ریختگی و همچنین بستن و نگهداشتن قالب.
در مورد اول به عهده واحد تزریق بوده، در صورتی که مورد سوم بهوسیله واحد بستن انجام می شود .
واحد تزریق:
واحد تزریق وظیفه دارد، مواد قالب را که بیشتر به صورت گرانول است به جلو رانده، ذوب، هموژنیزه و همچنین خمیری کرده و بالاخره به درون قالب فشار دهد .
به این منظور در یک اسکترودر حلزونی پیستونی ، یک حلزون سه ناحیه ای در داخل یک سیلندر می چرخد. مواد گرانول ناحیه مکش، تراکم و رانش را طی کرده تا در محفظه جلویی حلزون به عنوان یک مذاب قابل انجام کار آماده شود.
پس از مرحله خمیری شدن، حلزونی متوقف می شود، تا اینکه به وسیله یک سیلندر هیدرولیکی با یک حرکت محوری سریع تا ناحیه 1000 mm/s، مذاب به محفظه قالب فشرده شود .
کمیتهای تنظیم
تعداد دور حلزونی علاوه بر قطر حلزون به اندازه سرعت محیطی که از ظرف شرکت های سازنده مواد داده می شود بستگی دارد (جدول 1).
جدول 1: کمیت های تنظیم برای خمیر کردن
مواد قالب
PVC PMMA
150… 180 200 … 250 دمای مواد T به
0, 08 … 0,1 0, 3 سرعت محیطی Vmax به m/s
40 …. 80 80 … 120 فشار ایست P به Bar
مقدار مقاوت مواد درنوک حلزونی در مرحله تزریق تحت واژه فشار ایست بیان می شود. این فشار فشاری است که درون مواد تجمعی در محفظه جلویی حلزونی ایجاد می شود. این فشار باغث می شود که حلزونی در حین خمیر کردن مواد به سمت عقب رانده شود. حرکت حلزونی به سمت عقب موقعی پایان می یابد که مقدار مواد تجمی در محفظه جلویی حلزون به حدی برسد که محفظه قالب را پر کند (شکل3). مقدار تنظیمی فشار ایست، تحت شرایطی به ویسکوزیته و مقدار حسایست حرارتی مواد بستگی دارد (جدول 1).
نقاط و ناحیه ای که دمای سیلندر می تواند تنظیم شود، د جدول 2 با بیان یک مثال از مواد PVC، نشان داده شده است.
جدول 2: دماهای سیلندر برای PVC به C0
محدوده قیف تغذیه MH1 MH2 MH3 DH
30..4 14…160 160…17 16…10 170..210
MH: گرمکن پوششی، DH: گرمکن نازل دار
واحد بستن
واحد بستن، نیمه های قالب را که به صفحات روبند متحرک و ثابت مرتبط هستند در بر می گیرد. باز کردن بستن و نگهداشتن قالب به وسیله یک سیستم اهرم مفصلی یا با یک سیستم محرکه تمام هیدرولیک انجام می شود.
نیروی بستن- نیروی نگهداری
نیروی بستن عبارت است از نیرویی که میلهای راهنما پس از مرحله بستن تحت تنش قرار می گیرند، میل راهنما به همان اندازه که قالب فشرده می شود دچار افزایش طول می شود . موقع تزریق مواد یک نیروی باز کننده (FA = pw:A) FA به واسطه وجود فشار داخلی میلهای راهنما را سبب می شود. مجموع نیروهایی که موقع عمل تزریق به میلهای راهنما وارد می شوند، تحت نام نیروی نگهداری عنوان می شوند. این نیور همیشه ازنیروی بستن بیشتر است.
اگر نیروی باز کندنه از نیروی نگهدرای بیشتر باشد تجهیزات بین دو نیمه قالب بلند شده و مذاب از درز قالب ها بیرون زده که منجر به ایجاد پلیسه یا تشکیل پوسته های شناور می شود.این پدیده را اضافه تزریق یا اضافه برریزی می نامند.
با وجود این باید برای جلوگیری از یک شکم دادگی صفحات حامل نیمه های قالب، مقدار نیروی نگهداری حتی الامکان در حد کم تنظیم شود. این شکم دادگی به این ترتیب ایجاد می شود که فشار داخلی قالب را موقع تزریق سعی بر این دارد که نیمه های قالب را در محدوده محفظه از یکدیگر جدا کند. در صورتی که نیروهای نگهداری فقط در محدوده انتقال مستقیم نیرو موثر است . مقدار این شکم دادگی به ویژه در صفحات با صلبیت پایین و در محدوده مقابل دهانه مرکزی قالب مربوطه به بخش نازل و قبل از همه در نقطه مفقابل سیستم پران، زیاد است . پدیده شکم دادگی باعث تشکیل پلیسه و نیز سبب می شود که فشار تزریق در حد بیشترین مقدار خود نتواند انتخاب شود.
یکی از روش های رفع عیب این است که غلتکهای تکیه گاهی با اضافه اندازه 0,03 mm تا 0.05 mm در مقابل تکیه گاه های خارجی طراحی شود (شکل 4).
همچنین برای تخلیه هوای محفظه قالب موقع تزریق از طریق سطوح تماش نیمه های قالب، نیروی بستن باید حتی الامکان کم باشد.
تلرانسهای اندازه در محله تزریق
تلرانس های قالب دستیابی، بیشتر به انقباض، مواد تزریق و نوع اندازه ها بستگی داشته که در این ارتباط کیفیت ماشین تزریق و قالب نیز نقش دارند.
مثلا رعایت تلرانس های کوچکتر در مواد آمورف نسبت به مواد نیمه کریستال آسانتر است. همچنین اندازه های وابسته به قالب دقیقتر می توان ایجاد کرد تا اندازه هایی که به قالب وابسته نبود و باید موقع بسته بودن، بین اجزای متحرک قالب به وجود آید.
DIN 16091 در تعیین تلرانس های ابتدا گروه های تلرانس را در ارتباط با مواد تزریق و ضریب انقباض (به جداول و استاندارد ر.ک) تشیکل می شده، آنگاه متناسب با این گروه های تلرانسی و نوع اندازه تعیین می شده انحرافات مجاز و محدوده های مختلف اندازه نامی مرتب می شوند. جدول 1 نشان می دهد که چگونه می توان تلرانسی عمومی برای اندازه مربوط به قالب a که باید 35 mm باشد، به دست آورد.
جدول 1: بدست آوردن تلرانس عمومی
گروه تلراسن 150 پلی اتیلن
رقم مشخصه 3 اندازه وابسته به قالب
30mm…40mm محدوده اندازه نامی
+ 0,39 mm تلرانس عمومی
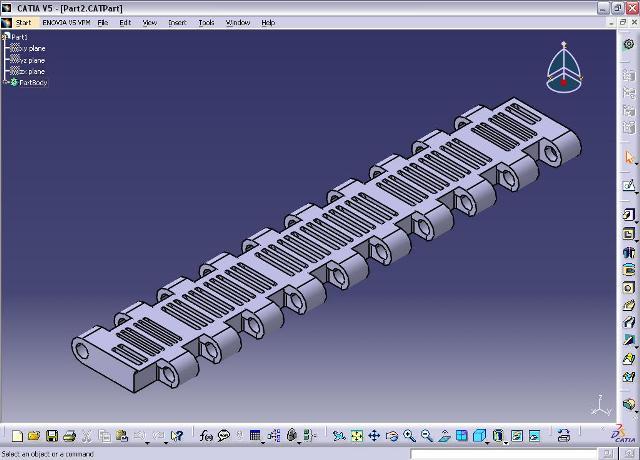
اصول طراحی قطعات تزریقی
• ضخامت دیوارها باید به اندازه کافی زیاد باشد تا قبل از اینکه مواد شدیداً خنک یا پخته شوند، بتوانند محفظه قالب را با اطمینان پر کنند. بنابراین باید ضخامت حداقل دیواره متناسب با طول مسیر جریان در قالب و قابلیت جریان مواد تزریق انتخاب.
• ضخامت دیواره قطعات تزریقی باید همه جا یکسان باشد. مقدار این ضخامت در حالت معمولی 1mm –3mm و در قطعات بزرگ 3mm-4mm است. ضخامت های زیر 0,4mm و بالای mm 8 فقط در شرایط کاری ویژه ای قابل تولید هستند .
باید از هرگونه تجمع موضعی مواد و تغییر مقطع ناگهانی پرهیز شود. زیرا این پدیده می تواند روی سطوح قطعه کار منجر به نقاط تو رفته و در داخل قطعه کار منجر به تشکیل مک شود . علاوه بر این در ضخامت های نامساوی دیواره ها درنتیجه خنک شدن غیر یکنواخت، تنش های داخلی در آن ایجاد شده که می تواند در گوشه های تند و لبه ها به تشکیل ترک هایی منجر شود. اگر یک قطعه تزریقی باید پایداری بالاتری داشته باشد، می توان به وسیله پره های تقویت آن را عملی کرد (شکل c3).
• برای اینکه بتوان قطعه تزریقی را به سادگی و سریع از قالب خارج کرد، تمام سطوح قطعه کار که در جهت باز دشن قالب قرار دارند، باید شیب جزئی داشته باشند. علاوه بر این بایستی اطمینان حاصل شود که قطعه تزریقی موقع باز شدن قالب روی نیمه مربوط به واحد بستن نشسته و به وسیله تجهیزات پران خارج شود .
مقادیر شیب در جدول 1 فقط به عنوان مقادیر تقریبی هستند، زیرا این مقادیر نه فقط به ارتفاع قطعه تزریقی، بلکه به شکل و قطر آن، مقدار انقباض و مرحله خروج قطعه کار از قالب نیز بستگی دارد.
انقباض
در تعیین محفظه قالب باید انقباض و انقباض نهایی احتمالی مورد توجه آن قرار گیرد.
تغییر اندازه قطعات در اثر جمع شدن مواد موقع خنک شدن را انقباض گویند. در تعیین انقباض (با جدول 1 مقایسه شود) این مشکل نیز به آن اضافه می شود که باید اختلاف انقباض و نیز انقباض نهایی مورد توجه قرار گیرد.
اختلاف انقباضی هنگامی بروز می کند که انقباضات در جهت جریان و به طور عمود بر ان برابر نباشند. اختلاف انقباض عبارت است از اختلاف طولی و عرضی انقباض.
تفاوت اندازه یک قطعه تزریقی که تا دمای محیط خنک شده، از اندازه ای که همان قطعه تحت یک دم.ای معین قرار گیرد، را انقباض نهایی می گویند. ابعاد قطعه تمام شده در اثر انقباض نهایی باز هم کوچکتر می شوند.
تعیین مقدار عددی انقباض خیلی مشکل است، زیرا چند عامل موثر به طور همزمان در این رابطه تاثیر دارند.
به عنوان مثال ترموپلاستهای آمورف (مثلا پلیستیرول) تقریبا بدون وابستگی به شرایط خارجی، انقباض کمتری دارند. مواد مصنوعی نیمه کریستال (مثلا پلی اتیلن) بالعکس محدوده انقباض بزرگتری دارند (جدول 1). فشارهای تزریق و نهایی بیشترین اثر را بر پدیده انقباض دارند. هر چقدر این فشارها بزرگتر باشند به همان نسبت هم انقباض کمتر می شود.
دمای قالب عامل موثر دیگری بر انقباض به شمار می رود. هر قدر اندازه این دما بالاتر باشد، به همان نسبت هم تشکیل کریستال مناسبتر، ولی انقباض حاصله بیشتر می شود.
جدول 1: مقادیر مهم برای شرایط فرایند کاری تزریق
شیب به % انقباض به % دمای قالب
دمای مواد
فشار نهایی pN به bar فشار تزریق ps به bar مواد تزریق
1,5 Ca. 0,45 10…5 150...280 (0,3..0,6).Ps 1000…1500 پلیستیرول
---- 0,4 …0,7 50….85 180-240 (0,3..0,6).Ps 1200…1500 ABS
0,2…2 1,5…2 20….60 140-350 (0,3..0,6).Ps 1200…1500 پلی اتیلن
1,5 1,2…2,2 20…60 150-260 (0,4..0,6).Ps 1200…1800 پروپایلن
1 0,7…0,8 58…120 230...320 (0,4..0,6).Ps 1300…1500 پلی کربنات
1,5 0,5…0,7 20…60 140...210 (0,3..0,6).Ps 800…1600 پلیونیل کلراید
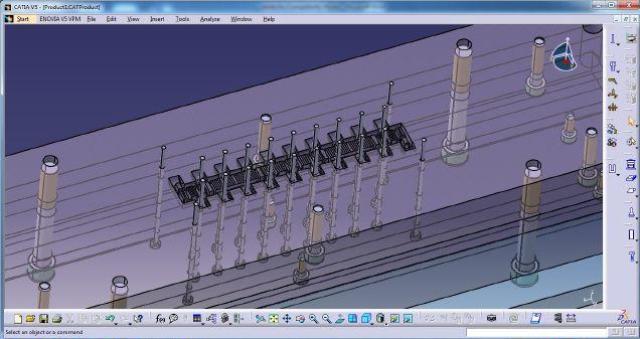
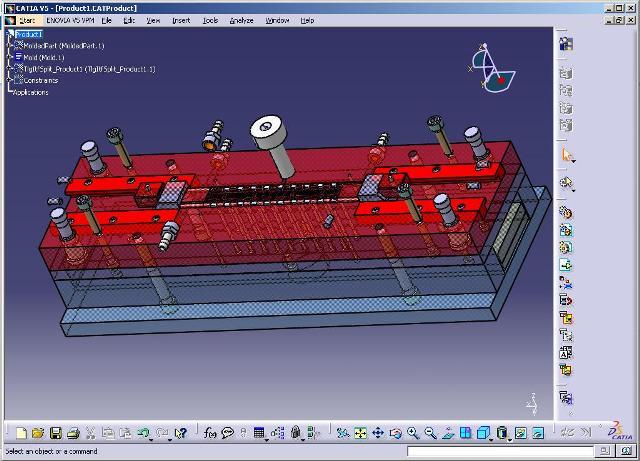
ساختمان قالب های تزریق
قالبهای تزریق از نظر ساختمان مانند قالبهای دیاکاست می باشند. این قالبها اساساً از نیمه های متحرک و ثابت، ماهیچه ها، کشوییها، سیستم راهگاهی، تجهیزات بیرون انداز و نیز سیستم خنک کن قالب تشکیل شده است.
نازلها
وظیفه ارتباط سیلندر تزریق و قالب به عهده نازلها است. نازلها طوری محکم به بوش راهگاه فشار داده می شوند که بتوانند افزون بر این نقش در یک ماده آب بندی هم داشته باشند. علاوه بر این نازلها باید مذاب آماده را حتی الامکان بدون اتلاف فشار و دما به محفظه قالب هدایت کنند.
در اثر تماس نازل با قالب خنک،مقدار زیادی گرما از بدنه نازل و در نتیجه از مذاب گرفته شود. استفاده از نازل حرارتی و همچنین بلند کردن نازل و قالب پس از اتمام زمان اعمال فشار نهایی اقدام موثری در این رابطه است .
نازل بار
اگر چقرمگی مذاب اجازه دهد، بیشتر از نازل بار استفاده می کنند. به دلیل کانالهای صاف، اتلاف فشار و دما خیلی پایین است. همچنین نازل باز به سادگی قابل تمیز شدن و شستشو است. خطر اینکه آیا مذاب از نازل می تواند خارج شود، با کوچکتر شدن سوراخ نازل (تقریباً 3 mm تا 8 mm) پیوسته کاهش می یابد.
اگر مذاب خیلی رقیق است، باید نازل های قفلی، مثلاً نازلهای قفلی کشویی یا نازل یا نازلهای قفلی سوزنی، پیش بینی شوند. این نازلها طوری طراحی شده، که سوراخ نازل پس از هر مرحله تزریق بسته شده و به این ترتیب از خروج مذاب جلوگیری می شود.
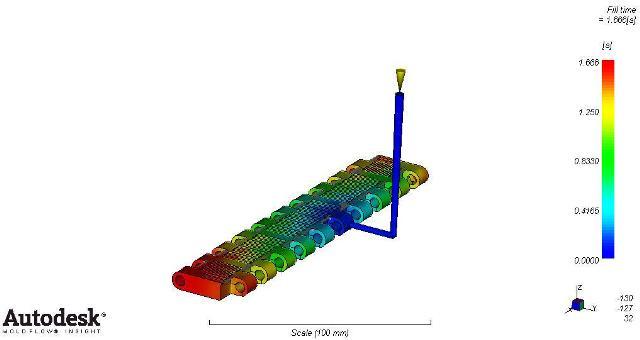
راهگاه
راهگاه یک سیستم متشکل از مسیرهای جریان است که درآنها مواد قابل جریان از نازل به محفظه قالب راه می یابد.
این سیستم از مخروط راهگاه، کانالهای توزیع و گلویی تزریق تشکیل می شود . در حالات ساده تر، این مسیر های جریان می تواند مثلاً یک سوراخ مخروطی که مستقیماً به محفظه قالب منتهی می شود خلاصه گردد. نقطه اتصال راهگاه به محفظه قالب را گلویی تزریق می نامند.
شکل راهگاه باید طوری باشد که توده مذاب از کوتاهترین مسیر ممکن و یا حداقل اتلاف گرما و فشار به محفظه قالب راه یابد. سطح مقطع مسرهای جریان باید طوری اندازه گیری شده بانشد که پر شدن راهگاه و همچنین محفظه قالب یکنواخت انجام شود.
شکل راهگاه ها
شکل راهگاه ها باید طوری انتخاب شود که برای حالت ویژه، خواسته مطرح شده برآورد شود. همچنین باید به دیگر عوامل موثر نظیر اجزای فالب، مواد قالب و نوع قالب تزریق نیز توجه شود.
راهگاه ستونی یا مخروطی
راه گاه های ستونی یا مخروطی بیشتر برای قطعات ریختگی دورانی متقارن و سنگین استفاده می شوند. این راهگاه به جهت اینکه بعداً بریده می شوند، نباید روی سطوح ظاهری ایجاد شوند.
قطر D باید طوری انتخاب شود که راهگاه همیشه از قطعه تزریقی آهسته تر خنک شود. بدین ترتیب می توان به این نکته دست یافت که هنوز مقدار مذاب کافی دیگر می تواند با اعمال فشار نهایی وارد شود.
راهگاه نقطه ای
موقع خروج قطعه کار از قالب، راهگار نقطه ای از محل کوچکترین سطح مقطع برش و به صورت یک نافی کوچک روی قطعه تزریقی . باقی می ماند. به این صورت نیاز به ماشینکاری بعدی نبوده و سطحی کاری به ظاهر نامناسبی نظیر راهگاه ستونی به وجود نخواهد آمد. علاوه بر این باید راهگاه مواد را از پیش محفظه نیز نباید خارج کند.
راهگاه نقطه ای به ویژه برای قطعات کوچک و سری کاری در قالب های یک پارچه و چند پارچه و همچنین برای راهگاه های چند تایی در یک قطعه تزریقی بزرگتر در نظر گرفته می شود.
هر قدر سوراخ راهگاه نقطه ای کوچکتر باشد، به همان نسبت هم قطع شدن آن ساده تر است. در اینجا باید علاوه بر ضخامت دیواره به چقرمگی (ویسکوزیته) مذاب و همچنین دما دقت شود.
اگر محفظه قالب از طریق راهگاه نقطه ای کوچک، نتواند دیگر با سرعت کافی پر شود، مذاب در پیش محفظه زودتر خنک شده، طوری که تحت شرایطی باید با دست خارج شود.
به این ترتیب پیش محفظه کمی بزرگتر می شود، طوری که مواد خنک شده چسبیده به جدار داخلی به عنوان یک لایه عایق عمل می کند . هسته مذاب (به اصطلاح بستر خمیری) در محدوده راهگاه بهصورت مایع باقی می ماند. اما تاخری زمانی مذاب در پیش محفظه نباید طولانی باشد. حداقل چهار تا پنج تزریق در دقیقه برای عملگرد این سیستم لازم است.
در جایی که این توالی تزریق امکان پذیر نیست، یک کلگی مسی سوراخ شده در پیش محفظه گذاشته می شود. فضای بنی کلگی مسی و جداره داخلی پیش محفظه با مواد خنک شده پر و به عنوان عایق پیش محفظه با مواد خنک شده پر و به عنوان عایق عمل می کند. کلگی مسی ا زطریق نازل، گرمای کافی دریافت کرده تا مواد میانی را به صورت مذاب نگهدارد .
اقدام ممکن بعدی برای جلوگیری از خنک شدن مواد قالب این است که پیش محفظه به وسیله چند فشنگی حرارتی گرم شود .
راهگاه بشقابی با پولکی
راهگاه های بشقابی با پولکی برای قطعات تزریقی حلقوی پیش بینی می شوند. اگر در اینجا از یک یا دو راهگاه نقطه ای استفاده می شد یک درز اتصال یا درز جریان به وجود می آمد. دو جریان مواد به دلیل خنک شدن زودتر، دیگر به نحو مطلوب به یکدیگر جوش نمی خورند و این درز اتصال به وجود می آید. هر قدر جریان مواد برخورد کننده سردتر باشد، به همان نسبت درزهای اتصال بهتر دیده می شود. استحکام درز اتصال کمتر است.
اگر جریان های مواد بر روی یک ماهیچه باید تقسیم و دوباره به یکدیگر مرتبط شوند، باز هم درز های اتصال به وجود می آید.
راهگاه چتری
راهگاه های چتری برای قطعات تزریقی کوتاه بوش مانند به کار می روند .
راهگاه حلقوی
در قطعات تزریقی که ماهیچه از هر دو طرف مهار می شود باید از یک راهگاه حلقوی استفاده کرد
به این طریق می توان قطعات تزریقی بوش مانند نسبتاً بلند با دیوارهای یکنواخت و هم ضخامت را تولید کرد.
راهگاه فیلمی
بهتر است که قطعات تخت از طریق یک نوار جانبی یا مرکزی، اصطلاحاً راهگاه فیلمی قطع شوند. به این طریق از رفتارهای نامناسب جریان در راهگاه تک نقطه یا از به وجود آمدن درزهای اتصال در راهگاه های چند نقطه جلوگیری می شود .
راهگاه تونلی
در راهگاه تونلی، قطعه تزریقی به طریق جانبی تزریق و موقع باز شدن نیمه های قالب به صورت خودکار از سیستم راهگاه جدا می شود .
کانال توزیع در طول سطح جدایش مستقیماً وارد محفظه قالب نشده، بکله کمی جلوتر به صورت مایع نظیر یک تونل باریک شونده از طریق نیمه قالب سمت نازل وارد حفره می شود. اگر نیمه قالب سمت بستن عقب کشیده شود، بدین ترتیب قطعه تزریقی و سیستم راهگاه باید همراه برده شوند. در اینجا راهگاه تونلی در محل گلویی تزریق قیچی می شود . بالاخره قطعه تزریقی و سیستم راهگاه توسط بیرون انداز از قالب خارج می شوند.
اگر یک راهگاه تونلی پیش بینی شود، باید توجه شود که کانال های توزیع موقع باز شدن نیمه های قالب باید خمیده شوند. باری اینکه کانالهای توزیع شکسته نشوند، باید مواد قالب چقرمه الاستیک بوده و یا مواد قالب پس از خروج از قالب هنوز منجمد نشده باشند فقط در این صورت سیستم بدون عیب کار می کند.
چون در راهگاه تونلی اتلاف فشار بالا است، بیشتر برای تولید قطعات تزریقی ساده و کوچکتر در قالب های چند تایی کاربرد دارد.
راهگاه قالبهای چندتایی
در قالب های چند تایی در یک مرحله تزریق همزمان تعداد زیادی قطعه تزریقی تولید می شوند. اگر محفظه های قالب، که به حفره های قالب نیز معروفند، در سطوح جدایش قرار گیرند، از طریق کانال های عمودی با مذاب تغذیه می شوند.
اگر محفظه های قالب به طور مرکزی پیرامون مرکز مخروط راهگاه قرار گیرند، سیستم کانال های توزیع به ستاره های توزیع موسومند. طول های مسیر جریان مواد قالب در ستاره های توزیع مساوی نیستد. مزیت ستاره توزیع با کانال حلقوی در این است که، طول مجموع کانال های عمودی کوتاه تر است. طول مسیر جریان در راهگاه ردیفی نامساوی بوده که می تواند به افت کیفیت قطعه تزریقی منجر شود.
اگر قطعه تزریقی همزمان با سیستم راهگاه منجمد و پس از خروج از قالب بدان متصل باشد باید سیستم راهگاه بعداً از قطعه تزریقی بریده شود.
کانال توزیع و شکل گلویی تزریق
سطح مقطع کانال توزیع بایستی دایروی باشد، تا اینکه با بزرگترین سطح مقطع کوچکترین سطح جانبی و در نتیجه کمترین اثر خنک شدن فراهم شود. تولید این سطح مقطع گران است، زیرا این سطح مقطع در هر دو نیمه قالب باید ایجاد شود بالعکس سطح مقطع ذوزنقه ای فقط در یک صفحه قالب ایجاد می شود.
در گلویی تزریق دارویی، ماشینکاری و ایجاد حفره در هر دو نیمه قالب نیز ضروری است. اگر سطح مقطع مستطیلی انتخاب شود. باید به این نکته توجه کرد که تقریباً mm2 از قطر کانال توزیع کوچکتر باشد.
نحوه اجرا و شکل گلویی تزریق اساساً باید طوری باشد که فقط مواد داغ از منطقه بستر خمیری به محفظه قالب راه یابد. ذرات سرد شده مواد جداره کانال توزیع باید عقب نگه داشته شوند. راستای تزریق به محفظه قالب نیز با موقعیت گلویی تزریق کنترل میشود.
قالب سه صفحه ای
اگر در قطعات بلند تزریقی ماهیچه دار، گلویی تزریق در سطح جدایش قرار گیرد، ماهیچه می تواند موقع جریان مواد در اثر فشارهای جانبی خم شود. این نکته باعث اصطلاحاً جا به جایی ماهیچه شده که ضخامت نایکسان دیواره و پر شدن غیر یکنواخت قالب را در پی دارد.
علاوه بر این بخشی از هوا نمی تواند از محفظه قالب خارج شود. مواد ابتدا پیرامون قسمت پایینی ماهیچه جریان یافته و به این ترتیب کانال های مویینه سطح جدایش که معمولا هوا می تواند از آنها خارج شود. را مسدود می کند. هوا متراکم شده و می سوزد، طوری که مذاب در این نقطه سوخته می شود (پدیده دیزل). بدین جهت قطعات تزریقی بلند از سمت کف به صورت مرکزی تزریق می شوند. به این ترتیب دو سطح جدایش لازم است. در یکی از سطوح محفظه قالب و در دیگری کانال های توزیع قرار می گیرند .
فرمت این مقاله به صورت Word و با قابلیت ویرایش میباشد
تعداد صفحات این مقاله 31 صفحه
پس از پرداخت ، میتوانید مقاله را به صورت انلاین دانلود کنید
دانلود مقاله ماشین های تزریق پلاستیک
)")